Overall Equipment Effectiveness
Overall equipment effectiveness[1] ( OEE ) is een gebalanceerd meetinstrument om enerzijds vast te stellen hoe goed een productie- uitrusting wordt benut in vergelijking met het volledige potentieel ervan, tijdens de perioden waarin deze volgens planning moet draaien. Anderzijds laat het zien waar de installatie productie potentieel verloren heeft. OEE geeft aan welk percentage van de productietijd daadwerkelijk productief is, én in welke tijd de effectiviteit verloren raakt. Een OEE van 100% betekent dat er alleen goede items worden geproduceerd (100% kwaliteit ), met de maximale snelheid (100% prestatie ) en zonder onderbreking (100% beschikbaarheid ).
Introductie
Het meten van OEE is een best practice in maak- en proces industrie. Door OEE en de onderliggende verliezen te meten, kunnen belangrijke inzichten worden verkregen over hoe het productieproces systematisch kan worden verbeterd.
Technisch gezien is OEE een effectief instrument voor het identificeren en visualiseren van verliezen en voor het sturen van de verbetering van de effectiviteit van productieapparatuur door het elimineren van 'verspilling'.
Sociaal gezien kan OEE een gemeenschappelijke taal bieden voor groepen die verschillende 'talen' spreken, zoals de werkvloer (eenheden), managers (geld) of planners (tijd).
Herkomst van OEE
De term OEE werd voor het eerst genoemd in Seiichi Nakajima 's boek 'TPM Tenkai' uit 1982. OEE werd beschreven als een centraal onderdeel van de Total Productive Maintenance-methodologie.[2]
Essentie van OEE
100% OEE wordt beschouwd als een theoretisch referentiepunt, waarbij een machine continu draait op de theoretisch maximale snelheid en uitsluitend goede producten produceert. Alles wat dit verhindert, wordt als 'verlies' beschouwd. Om inzicht te krijgen in welke verliezen er optreden op de apparatuur en om de gebieden te identificeren die verbeterd moeten worden om de waardecreërende conversie (effectiviteit) te verhogen, worden drie vragen gesteld:[3]
- Draait de machine? Zo niet: wat was de belemmering?
- Tijdens het draaien: Draait de machine op de theoretische maximale snelheid? Zo niet: wat vertraagde het proces?
- Voldoet het resultaat aan de specificaties? Zo niet: wat is er WEL uitgekomen?
De eerste vraag leidt tot de beschikbaarheidsgraad van de apparatuur, de tweede tot de prestatiegraad en de derde tot de kwaliteitsgraad.
Op deze manier ontstaat er een cascade van effectiviteit en effectiviteitsverliezen.
Verliescascade
De kwaliteitsgraad heeft betrekking op een DEEL van de prestatie (het deel dat er een zekere 'snelheid' was, een deel van de theoretisch haalbare snelheid is verloren gegaan in de prestatiegraad). De prestatiegraad heeft betrekking op een deel van de beschikbaarheid (de tijd dat er output was - het andere deel ging verloren in het beschikbaarheidspercentage)
Drie 'graden'
De OEE kan nu worden berekend als het product van de drie afzonderlijke graden:[4]
- Beschikbaarheid : percentage van de geplande tijd (meestal de 'shifttijd') dat de apparatuur beschikbaar is om te werken. De beschikbaarheidsmetriek is een zuivere meting van uptime die is ontworpen om de effecten van kwaliteit en prestaties uit te sluiten. De verliezen die ontstaan door verspilling van beschikbaarheid (tijd) worden beschikbaarheidsverliezen genoemd.
- Prestatie: snelheid waarmee de apparatuur draait, uitgedrukt als percentage van de theoretische maximumsnelheid. De verliezen die ontstaan door verspilde snelheid (hoeveelheid output) worden prestatieverliezen genoemd. Het prestatiepercentage is zo ontworpen dat de effecten van Kwaliteit en Beschikbaarheid worden uitgesloten. De prestatiegraad zal het volgende zichtbaar maken:
- opzettelijk gereduceerde snelheid
- Afwijking van de ingestelde snelheid als gevolg van kleine stops (d.w.z. stilstand kleiner dan een drempelwaarde en dus niet inbegrepen in de beschikbaarheid)
- snelheidsschommelingen.
- Kwaliteit : Geproduceerde goede eenheden als percentage van het totaal aantal geproduceerde eenheden. Dit wordt vaak de first pass yield (FPY) of First Time Right (FTR) genoemd. De verliezen die ontstaan door verspilling van kwaliteit (goed product) worden kwaliteitsverliezen genoemd.
Elk van de drie componenten van de OEE verwijst naar een aspect van het proces dat verbeterd kan worden. OEE kan worden toegepast op elke individuele machine of een hele productielijn. Op basis van OEE data kunnen heel specifieke analyses uitgevoerd worden, bijvoorbeeld op basis van een bepaald tijdsbestek, een bepaalde dienst, een bepaald team of verschillende andere parameters.
Hoewel de prestaties van een bepaald product kunnen worden bepaald aan de hand van OEE-gegevens, kan de OEE niet voor dat product worden berekend. Hiervoor zouden namelijk alle downtime (beschikbaarheidsverliezen) aan specifieke producten moeten worden gecorreleerd.
Zes grote verliezen
OEE richt zich vooral op het 'als niet'-element in de vergelijkingen: waar is de potentiële effectiviteit verloren gegaan? Deze ‘verliezen’ aan effectiviteit worden verder onderverdeeld in wat bekend staat als de ‘Zes Grote Verliezen’[5] voor OEE. Om dit universeel toepasbaarder te maken en ook om de financiële impact van de verliezen beter te weerspiegelen, werden de oorspronkelijke zes grote verliezen later licht aangepast.[6]
| Beschikbaarheid | Prestatie | Kwaliteit |
|---|---|---|
| Wachten | Kleine stops | Afval |
| Storingen | Gereduceerde Snelheid | Herbewerking |
De reden om verliezen in deze categorieën te identificeren, is omdat er later specifieke tegenmaatregelen moeten kunnen worden toegepast om de verliezen te beperken en de algehele OEE te verbeteren.
Berekening van OEE
Door de drie graden AxPxQ met elkaar te vermenigvuldigen ontstaat een percentage dat aangeeft in hoeverre de uiteindelijke productie gedurende de geplande machinelooptijd daadwerkelijk aan de kwaliteitscriteria voldeed. Deze waarde ligt altijd (meestal ruim )onder de 100%, omdat 100% een theoretische waarde is. Ook al draait een systeem continu op maximale snelheid zonder ook maar één defect te veroorzaken, dan zal het bijvoorbeeld toch op een gegeven moment onderhoud nodig hebben.
OEE wordt berekend met de formule:

Voorbeeld: (Beschikbaarheid= 86,6%)*(Prestaties=93%)*(Kwaliteit=91,3%)= (OEE=73,6%)
Alternatieve berekening
Als alternatief kan de OEE als getal worden berekend door de minimale tijd die nodig is om de onderdelen onder optimale omstandigheden te produceren, te delen door de werkelijke tijd die nodig is om de onderdelen te produceren.
Op deze manier zijn de verliezen echter niet meer bekend, waardoor het belangrijkste onderdeel van OEE ontbreekt.
Waardebereik
Het waardebereik voor OEE ligt tussen 0% en 100%. Indien een effectiviteitsniveau van meer dan 100% wordt weergegeven, duidt dit op een fout in de gebruikte configuratie van de OEE.
100% tijd voor OEE is de tijd dat de machine volgens planning in werking is: dit is doorgaans de “shifttijd”.
Beschikbaarheid
Het beschikbaarheidsgedeelte van de OEE-metriek vertegenwoordigt het percentage van de geplande tijd (ook wel 'beladingstijd' genoemd) dat de apparatuur beschikbaar is om te werken.
Voorbeeld
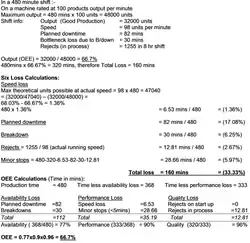
Een machine moet 8 uur (480 minuten) draaien, met een pauze van 30 minuten. Tijdens deze pauze staat de machine stil. Er is een uitval van 60 minuten.
Tijdens de geplande bedrijfstijd van 480 minuten stond de machine 30 minuten te wachten vanwege een pauze en 60 minuten omdat deze kapot was.
Ze was feitelijk in werking 480 - 30 - 60 = 390 minuten
Berekening
Methode 1:

Voorbeeld: Beschikbaarheid = 390 minuten / 480 minuten = 81,25%
Methode 2:

Voorbeeld: Beschikbaarheid = (480 – 90 minuten) / 480 minuten = 81,25%
Prestatie
De prestatiegraad vertegenwoordigt de verhouding tussen de theoretische maximumsnelheid van de machine en de werkelijke snelheid. De prestatie kan alleen worden berekend als er output is, dus tijdens de daadwerkelijke looptijd.
De maximale snelheid bepalen
Hoewel de werkelijke prestaties kunnen worden gemeten, is het in de operationele praktijk vaak moeilijk om de theoretische maximumsnelheid als referentiewaarde te verkrijgen.[7] De door de machinefabrikant opgegeven technische gegevens komen in de regel niet overeen met de theoretisch mogelijke maximumwaarden, bijvoorbeeld om klachten te voorkomen of om andere redenen.
Een te lage maximumsnelheid wordt zichtbaar wanneer de prestatie boven de 100% komt, wat ongewenst is. Het uiteindelijke doel van OEE is immers om het volledige potentieel te benutten.
Het is een goede gewoonte om de maximale waarde te berekenen op basis van fysische limieten, bijvoorbeeld een berekening van de warmteoverdracht, het vermogen van een motor of de valsnelheid van een product. Als dat niet lukt, heeft het concept van de ‘best aangetoonde cyclustijd’ zichzelf bewezen. Hierbij worden de productiesnelheden van producten uit het verleden bepaald en wordt de hoogste productiesnelheid met 20% verhoogd. Als u dit definieert als 100% prestatie, kan dit leiden tot een structureel te lage OEE, maar het visualiseert wel potentieel verlies in prestatie.
De factor 1 (100%) vertegenwoordigt nu een piekwaarde die nooit wordt overschreden, zelfs niet voor een korte tijd. Voor systemen die slechts één of enkele producten produceren, is de prestatiefactor eenvoudig te berekenen. Als er een groot aantal verschillende producten met verschillende maximumsnelheden op één systeem worden uitgevoerd (bedrijven met meerdere producten), kan het veel moeite kosten om de maximumsnelheid te bepalen. De prestaties moeten dan correct worden berekend met behulp van een gewogen gemiddelde.
Berekening
De prestatie wordt berekend met de formule:[8]

Voorbeeld
Een bepaald apparaat moet 8 uur (480 minuten) draaien en heeft 90 minuten stilstand.
Bedrijfstijd = 480 min – 90 min Stilstand = 390 minuten
De 'standaard' (theoretische maximum) voor het geproduceerde onderdeel bedraagt 40 eenheden/uur of 1,5 minuut/eenheid
De apparatuur produceert in totaal 242 eenheden tijdens de dienst. Let op: De basis is het totaal aantal eenheden, niet het aantal goede eenheden. De prestatiemetriek kent geen strafpunten voor kwaliteit.
Tijd om onderdelen te produceren = 242 eenheden * 1,5 minuten/eenheid = 363 minuten
Prestatie = 363 minuten / 390 minuten = 93,1%
Kwaliteit
Het kwaliteitsgedeelte van de OEE-metriek vertegenwoordigt de geproduceerde goede eenheden als percentage van het totale aantal geproduceerde eenheden. De kwaliteitsmetriek is een zuivere meting van procesopbrengst die is ontworpen om de effecten van beschikbaarheid en prestatie uit te sluiten. De verliezen die ontstaan door gebreken en herbewerkingen worden kwaliteitsverliezen genoemd.
Berekening: De kwaliteit wordt berekend met de formule:[9]

Voorbeeld:
Er zijn 242 exemplaren geproduceerd. 21 zijn defect.
(242 geproduceerde eenheden - 21 defecte eenheden) = 221 eenheden
221 goede eenheden / 242 totale geproduceerde eenheden = 91,32%
Standaarden
De berekening van OEE lijkt misschien niet zo ingewikkeld, maar er moet wel zorgvuldig worden omgegaan met de standaarden die als basis worden gebruikt. Om alle verliezen te visualiseren, is het van cruciaal belang om de juiste 'configuratie' van de metriek te gebruiken.
ISO 22400-2:2014 en VDI 3423:2011-08 (2011)
Definities — voor onderdelen — van de OEE zijn te vinden in ISO 22400-2:2014.[10] en VDI 3423:2011-08 (2011)[11] Deze definities zijn niet voor alle sectoren gestandaardiseerd en worden individueel afgestemd op de betreffende onderneming in haar toepassing.
OEE-industriestandaard
Deze specifieke OEE-standaard heeft als doel alle effectiviteitsverliezen op alle productieapparatuur te visualiseren en eenduidig duidelijk te maken voor het productiepersoneel. De norm gebruikt dezelfde logica en uniforme terminologie voor elk type apparatuur.[12]
Gegevensverzameling
Om OEE te berekenen moeten operationele gegevens uit het productieproces worden verkregen.[13] Dit moet enerzijds weergeven 'wat er is gebeurd' en anderzijds 'wat er niet is gebeurd' (de verliezen). Wanneer deze gegevens in onvoldoende mate aanwezig zijn om een zinvolle OEE-berekening te kunnen maken, kunnen grofweg twee strategieën worden gevolgd:
Automatische gegevensverzameling
Het kan, afhankelijk van de systemen of producten, lastig zijn om de basisgegevens te verzamelen die nodig zijn om het kengetal te bepalen. Veel bedrijven vertrouwen daarom op speciale software voor het verzamelen van gegevens.
- Voordeel: Stilstandtijden en productiecijfers worden nauwkeurig geregistreerd (bijvoorbeeld via sensoren).
- Nadeel: Operators kunnen worden omzeild en de redenen voor uitval of afkeuringen worden niet correct vastgelegd
Handmatige of semi-automatische gegevensverzameling
Hoewel handmatige registratie door de operator als tijdrovend en minder onnauwkeurig kan worden beschouwd, heeft het enkele belangrijke voordelen
- Operators kunnen zelf de verantwoordelijkheid nemen om hun handelingen te registreren en zo op basis van numerieke data aangeven wat hen tegenhoudt. Met de juiste monitoring worden stilstanden en afkeuringen betrouwbaarder.
- kan binnen enkele dagen worden gestart.
- Nadeel: De registratie van stilstandsredenen en geproduceerde aantallen kan minder nauwkeurig zijn.
OEE en continue verbetering
Total Productive Maintenance
Het doel van TPM ( Total Productive Maintenance ) zoals geformuleerd door Seiichi Nakajima, is "de continue verbetering van OEE door iedereen die hier invloed op heeft te betrekken bij Small Group Activities". Om dit te bereiken, bevat de TPM-toolbox een gerichte verbeteringstactiek om elk van de Six Big Losses van OEE te verminderen. De tactiek Gerichte verbetering om het risico op storingen systematisch te verminderen, beschrijft hoe de conditie van machines kan worden verbeterd en werkmethoden kunnen worden gestandaardiseerd om menselijke fouten en versnelde slijtage te verminderen. Zero Failure Management[14] biedt een diepgaande structuur om dit te bereiken.
OEE en gerichte verbetering
Door OEE te combineren met gerichte verbetering verandert OEE van een 'lagging indicator' in een 'leading indicator'.[15]
De eerste gerichte verbeteringsfase van OEE-verbetering is het bereiken van een stabiele OEE. Darbij varieert de OEE niet meer dan ongeveer 5% van de gemiddelde waarde. De machines kunnen dan stabiel bedreven worden. Ze worden niet beïnvloed door schommelingen in de slijtage van apparatuur en werkmethoden.
De tweede fase van OEE-verbetering (optimalisatie) kan worden uitgevoerd om chronische verliezen te verwijderen. Door OEE en TPM-gerichte verbetertactieken te combineren, ontstaat een leidende indicator die kan worden gebruikt om prioriteiten voor prestatiemanagement te bepalen.
Omdat het TPM-proces deze verbeteringen oplevert via kleine, cross-functionele verbeterteams, verhoogt het OEE-verbeteringsproces de betrokkenheid/probleemverantwoordelijkheid, samenwerking en vaardigheden van de productieteams.
Het is deze combinatie van OEE als KPI, TPM gerichte verbeteractiviteiten en de betrokkenheid van het productieteam die de voordelen waarborgt en de TPM-doelstelling van jaarlijkse verbetering van OEE realiseert.
Zero Failure Management[16] biedt een diepgaande structuur om dit te bereiken.
OEE-meting wordt ook vaak gebruikt als een Kritieke Prestatie-Indicator (KPI) in combinatie met lean manufacturing- inspanningen. Om het hoofddoel van Lean, het creëren van flow, te bereiken, moeten de afzonderlijke machines in de keten volledig betrouwbaar en op elkaar afgestemd zijn.
Afgeleide metingen
Total effective equipment performance
Total Effective Equipment Performance (TEEP) is een nauw aan OEE verwante maatstaf. TEEP kwantificeert OEE ten opzichte van kalenderuren in plaats van alleen ten opzichte van geplande bedrijfsuren. Een TEEP van 100% betekent dat de werkzaamheden 24 uur per dag en 365 dagen per jaar (100% belading ) met een OEE van 100% hebben gedraaid.[17]
TEEP rapporteert daarom de 'bottom line'-effectiviteit van productieapparatuur.
Berekening voor TEEP
Om de Total Effective Equipment Performance (TEEP) te berekenen, wordt de OEE vermenigvuldigd met een vierde component: belading.

Beladingsgraad
De Beladingsgraad van de TEEP-metriek vertegenwoordigt het percentage van de tijd dat de apparatuur volgens de planning moet werken in vergelijking met de totale beschikbare kalendertijd. De beladingsmetriek is een zuivere meting van de planningseffectiviteit en is ontworpen om de effecten van de effectiviteit van die apparatuur uit te sluiten.
Berekening
Voorbeeld:

Een bepaalde machine moet 5 dagen per week, 24 uur per dag in bedrijf zijn.
Voor een bepaalde week bedraagt de totale kalendertijd 7 dagen van 24 uur.
Belading = (5 dagen x 24 uur) / (7 dagen x 24 uur) = 71,4%
Overall Operations Effectiveness
Waar TEEP ALLE tijd omvat (dus ook de tijd dat de machine nooit volgens de planning zou hoeven draaien), omvat OOE de tijd die aanvankelijk wel gepland was, maar waarbij de machine later weer uitgepland werd; meestal om redenen die buiten de controle van het productieteam liggen:
- gebrek aan orders
- stakingen
- pandemie
Waar in OEE de beschikbaarheid wordt berekend op basis van de geplande (shift)tijd, wordt in OOE de beschikbaarheid berekend op basis van de geplande PLUS de uitgeplande tijd (niet te verwarren met de NIET-geplande tijd zoals in TEEP).
Berekening
Beschikbaarheid in OOE:

Voordelen
Het voordeel van OEE ligt in de transparantie van het aandeel toegevoegde waarde en de daarmee gepaard gaande verliezen van de apparatuur.
- Management: Met OEE kan het management de activa vanuit een ander perspectief bekijken. De onderdelen van het kengetal zijn bijvoorbeeld geschikt om een doel afspraken te koppelen aan een OEE-verhoging, omdat ze door hun volledigheid bestand zijn tegen structurele veranderingen in de productie.
- Werkvloer: Hiermee kan de werkvloer feiten en cijfers gebruiken om te bepalen wat er hindert om de machines optimaal te laten functioneren. Als dit correct wordt geïmplementeerd, kunnen operators meer verantwoordelijkheid nemen voor hun apparatuur, wat leidt tot een grotere persoonlijke betrokkenheid en verantwoordelijkheid.
- OEE kan een gemeenschappelijke taal bieden voor partijen die normaal gesproken verschillende termen/eenheden gebruiken.
Veelvoorkomende problemen met OEE
Overall equipment 'efficiency' of Overall equipment 'effectiveness'?
De term "Overall Equipment Efficiency" wordt vaak ten onrechte gebruikt als synoniem voor "Overall Equipment Effectiveness". Maatregelen die de productiecapaciteit vergroten, maar die onevenredig hoge kosten met zich meebrengen, kunnen weliswaar effectief zijn, maar tegelijkertijd inefficiënt en daardoor economisch niet haalbaar en dus onproductief.
De mythe dat '85% World Class' is
De veronderstelling dat 85% OEE een streefwaarde van ‘wereldklasse’ is, is in veel gevallen onjuist:
- Situatie 1. Wanneer niet alle verliezen onder de definitie van de OEE vallen: de OEE lijkt dan hoger dan hij in werkelijkheid is.
- Situatie 2: De kwaliteit is laag: continu op volle snelheid draaien en veel afkeur produceren, drijft de kosten op.
- Situatie 3: OEE fluctueert, proces is niet onder controle: De gemiddelde OEE weerspiegelt de afwijkingen niet.
- Situatie 4. Voorraad neemt toe: productie van product is niet meer nodig.
- Situatie 5: Bij een lage efficiëntie wordt een hoge effectiviteit bereikt: hogere kosten aan de inputzijde.
- Situatie 6: Er wordt een hoge effectiviteit bereikt zonder dat het personeel betrokken is: risico op lage duurzaamheid op de langere termijn.
- Situatie 7: 85% bereikt, maar niet duurzaam: Gebrek aan beheersbare en duurzame situatie.
Detectie van kwaliteitsproblemen
Vaak wordt een gebrek aan kwaliteit niet opgemerkt bij de apparatuur die het probleem veroorzaakt. In dit geval is het effectief gebleken om het ‘ontdekkingsprincipe’ toe te passen, d.w.z. om een OEE-reductie toe te passen op de apparatuur waar de fout werd ontdekt. Hierdoor is de OEE niet langer uitsluitend machinegerelateerd, maar wordt het een procesindicator.
Uiteraard kan de OEE van een machine ook worden geoptimaliseerd door verbeteringen aan te brengen in andere machines. Ook de OEE moet een zo actueel mogelijk kengetal zijn. Hiervoor dient uiterlijk aan het einde van de dienst de OK-hoeveelheid te worden vastgesteld en de OEE te worden berekend.
Vanuit het perspectief van procesbeheersing rijst de vraag hoe een operator verantwoordelijk kan zijn voor de vervaardiging van correcte producten als hij niet kan zien of de producten correct zijn. Om dit probleem te benadrukken, is het belangrijk om geblokkeerde producten te beschouwen als een kwaliteitsprobleem: ze waren immers al niet direct goed (First Time Right).
Ombouw en onderhoud
Waardevolle activiteiten zoals ombouw of onderhoud verminderen in het begin de Overall Equipment Effectiveness (OEE). Als ombouwactiviteiten de effectiviteit van de machine verminderen, bestaat er een reden om de ombouwtijden te verkorten met behulp van SMED (Single Minute Exchange of Die). Aan de andere kant betekent dit ook dat de OEE kan worden verhoogd door het aantal omstellingen te beperken, d.w.z. door de batchgroottes te vergroten. Dit zou in strijd zijn met de principes van Lean Manufacturing . Dit onderstreept het belang van een heldere uitleg van OEE: het doel is niet om zo hoog mogelijk te presteren, maar om belemmeringen te identificeren en deze vervolgens weg te nemen.
Drempelwaarde voor stilstand
Er moet binnen het bedrijf een afspraak worden gemaakt over wanneer er sprake is van 'stilstand'. Voor de meeste bedrijven is het registreren en verantwoorden van elke seconde uitval van apparatuur te tijdrovend en weinig zinvol. In de praktijk blijkt een registratielimiet van 1 tot 5 minuten stilstand van apparatuur een pragmatische aanpak te zijn. Alle stilstanden van minder dan een minuut worden daarom veelal meegerekend in de prestatiegraad.
Gegevensverwerking
Om zinvolle informatie te verkrijgen, moeten de verzamelde gegevens verwerkt worden. De gegenereerde informatie is gericht op verschillende doelgroepen, zoals:
- De mensen die de machine dagelijks bedienen.
- De mensen die de machine onderhouden.
- De mensen die het logistieke proces verzorgen.
- Mensen die verantwoordelijk zijn voor investeringen in nieuwe apparatuur en dure bedrijfsmiddelen.
- Managers.
Zinvolle analyses blijken de sleutel tot goede beslissingen. Theoretisch is dit alleen mogelijk met heel precieze cijfers. In de praktijk blijkt dat de juiste selectie van gegevens meer effect hebben dan een hoge precisie.
OEE gebruiken voor vergelijking en benchmarking
Hoewel verleidelijk, is OEE (als getal) NIET geschikt voor het vergelijken van machines of benchmarking.
Denk eens aan deze situatie:
- De vroege dienst op machine X heeft een OEE van 56%.
- De late shift op machine X heeft ook een OEE van 56%.
- De vroege dienst had een beschikbaarheid van 75%, prestatie van 85% en kwaliteit van 95%.
- De late dienst had een beschikbaarheid van 85%, prestatie van 95% en kwaliteit van 75%.
Om soortgelijke redenen kan OEE niet worden toegepast op aggregatie op afdelings- of fabrieksniveau.
Onderling verbonden apparatuur
Wanneer meerdere machines aan elkaar gekoppeld zijn, zal elk afzonderlijk apparaat de wachtcategorieën “Geen invoer” (starving) en “Geen uitvoer” (geblokkeerd) weergeven, naast de standaardredenen voor stilstand. Hiermee kunnen storingen in productieapparatuur stroomopwaarts of stroomafwaarts worden geïdentificeerd.
OEE gebruiken als heuristiek
Zonder diepgaande kennis van productieomgevingen en zeker zonder inzicht en begrip van de onderliggende gegevens die leiden tot een specifiek OEE-cijfer, heeft dat cijfer als zodanig weinig tot geen waarde.
Werknemers meten
OEE kan niet worden gebruikt om de prestaties van werknemers te meten. Het wordt gebruikt om machineverliezen te identificeren en te meten, die vervolgens kunnen worden geëlimineerd door middel van een passende analyse van de grondoorzaak en maatregelen.
Het gebruik van OEE als heuristiek wordt niet aanbevolen.
- Het kan op bepaalde tijdstippen veel duurder zijn om een machine draaiende te houden.
- Prestatie en kwaliteit zijn niet altijd onafhankelijk van elkaar, maar ook niet van beschikbaarheid en belading.
- De gebruikte definities zijn vaak heel verschillend
- Wanneer OEE niet correct wordt geïmplementeerd, kunnen partijen een prikkel ervaren om met cijfers te sjoemelen[18]
- OEE heeft eigenschappen van een geometrisch gemiddelde . Daarmee wordt de variabiliteit tussen de subcomponenten bestraft. Bijvoorbeeld: 20% * 80% = 16%, terwijl 50% * 50% = 25%.
- De kosten die samenhangen met de verschillende onderdelen van OEE zijn veelal asymmetrisch. Er moet een correcte vertaling van OEE naar financiën worden gemaakt.
- Denk aan een systeem waarin de kosten van afkeur uitzonderlijk hoog zijn. In dergelijke omstandigheden kan een hogere kwaliteit veel belangrijker zijn voor een juiste evaluatie van effectiviteit dan prestaties of beschikbaarheid.
- OEE gaat in zekere zin ook uit van een gesloten systeem en een potentieel statisch systeem. Als er aanvullende middelen kunnen worden aangetrokken (of ongebruikte middelen kunnen worden verhuurd aan andere projecten of bedrijfseenheden), kan het bijvoorbeeld geschikter zijn om een analyse van de verwachte netto contante waarde te gebruiken.
- Variatie in de flow kan ook belangrijke kosten en risico's met zich meebrengen, die mogelijk nadere modellering rechtvaardigen. Gevoeligheidsanalyse en veranderingsmaatregelen kunnen nuttig zijn.
Zie ook
- Overall labor effectiveness
- Total Productive Maintenance
Referenties
- ↑ Nakjima, Seiichi (1989). TPM Development Program. Producytivity Press, Inc, 28–31. ISBN 0-915299-46-1.
- ↑ Koch, Arno, History of OEE and TPM. OEE Academy (3 October 2020). Geraadpleegd op 5 May 2025.
- ↑ Koch, Arno (2025). OEE for the Productionteam. Makigami Publishing, 43–46. ISBN 9-789078-210115.
- ↑ Roser, Christoph, What is OEE. AllAboutLean.com. Geraadpleegd op 12 mei 2025.
- ↑ Nakajima, Seiichi (1989). TPM Development Program. Productivity Press, Inc., 28–31. ISBN 0-915299-46-1.
- ↑ Koch, Arno (2025). OEE for the Productionteam. Makigami Publishing, p. 26. ISBN 9-789078-210115.
- ↑ Definition(s) of Performance. oee.adademy. Geraadpleegd op 12 May 2025.
- ↑ OEE Primer: Calculating OEE. Geraadpleegd op 9 July 2013.
- ↑ "Calculate OEE - Simple Calculator & OEE Formulas", Mingo Smart Factory. Geraadpleegd op 15 oktober 2016.
- ↑ ISO, ISO 22400-2:2014. standards.iteh.ai. ISO copyright office. Geraadpleegd op 3 May 2025.
- ↑ Verein Deutsche Ingenieure, VDI 3423. VDI. Geraadpleegd op 3 May 2025.
- ↑ Koch, Arno, OEE Industry Standard. OEE.Academy (19 september 2020). Geraadpleegd op 2 May 2025.
- ↑ Roser, Christoph, How to measure OEE. allaboutlean.com. Geraadpleegd op 14 May 2025.
- ↑ Grothus, Dr. Horst, Zero Failure Management. OEE Academy. Makigami BV (13 april 2021). Geraadpleegd op 15 april 2021.
- ↑ Ellis, New, OEE - Learn how to use it right. Industry week (19 August 2014). Geraadpleegd op 6 May 2025.
- ↑ (en) Grothus, Dr. Horst, Zero Failure Management. OEE Academy. Makigami BV (13 april 2021). Geraadpleegd op 15 april 2021.
- ↑ Hartmann, Edward H. (1992). Successfully Installing TPM in a Non-Japanese Plant. TPM Press. ISBN 978-1882258000.
- ↑ Roser, Christoph, Top Three Methods on how to Fudge Your OEE. AllAboutLean. Geraadpleegd op 5 January 2015.
Verder lezen
- Nakajima, Seiichi (1988). Introduction to Tpm: Total Productive Maintenance. Productivity Pr. ISBN 978-0915299232.
- Koch, Arno (2019). OEE voor het Productie Team. Makigami Publishing. ISBN 9789078210078. 3e editie
- Hansen, Robert C (2005). Overall Equipment Effectiveness (OEE). Industrial Press. ISBN 978-0-8311-3237-8.
- Productivity Press Development Team (1999). OEE for Operators: Overall Equipment Effectiveness. Productivity Press. ISBN 978-1-56327-221-9.
- Everything You Need to Know About OEE, Manufacturing Tomorrow